




























































宁波6.35mm TRS插座加工工艺有哪些关键步骤?
宁波6.35mm TRS插座加工工艺的关键步骤详解
在音频设备、乐器连接及专业音响系统中,6.35mm TRS(Tip-Ring-Sleeve)插座是一种广泛使用的关键组件,尤其在宁波地区作为电子元器件制造基地,其加工工艺备受关注。那么宁波6.35mm TRS插座加工工艺有哪些关键步骤?下面智亚电子小编深入解析宁波地区6.35mm TRS插座加工的核心步骤,揭示其精密制造背后的技术细节。

第一步:材料选择与预处理宁波厂家通常选用高导电性、耐腐蚀的磷青铜或黄铜作为TRS插座的主体材料,因其具备优良的弹性和耐久性。材料进厂后需经过严格检测,包括成分分析、硬度测试及表面平整度检查。预处理环节涉及材料切割、冲压成型初步轮廓,并通过清洗去除油污和氧化物,为后续加工奠定基础。
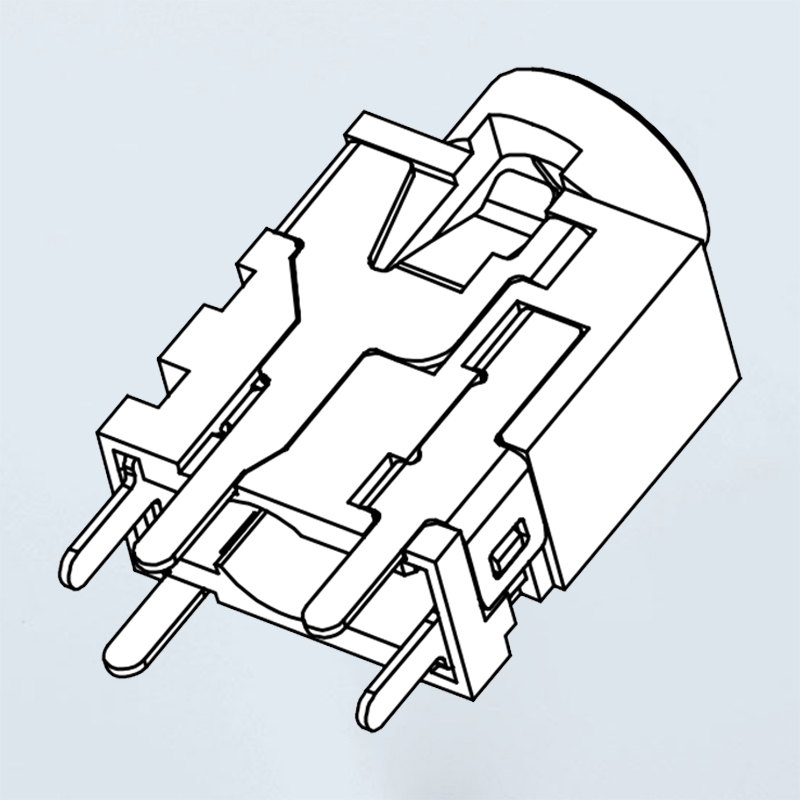
第二步:精密冲压与成型这是加工的核心环节。通过高精度模具进行多级冲压,一次性形成插座的端子(Tip、Ring、Sleeve)结构。宁波企业普遍采用数控冲压设备,确保端子尺寸精确到微米级,特别是插孔的直径(6.35mm±0.05mm)和接触片的弧度,直接影响插拔体验和信号传输稳定性。成型后还需进行去毛刺处理,避免锐边损伤线材。
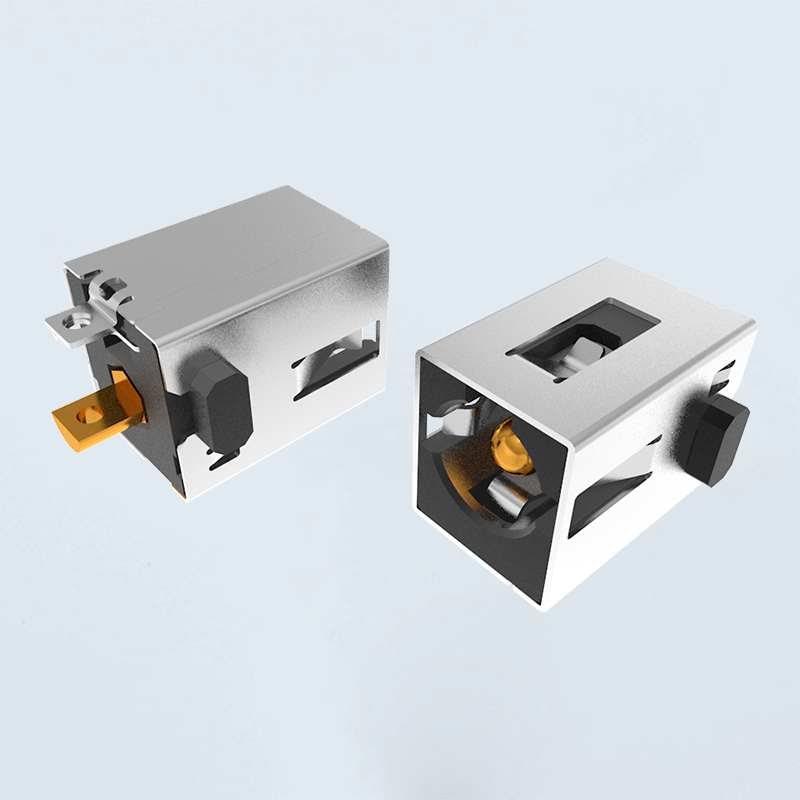
第三步:电镀工艺处理为提高导电性和防腐蚀,TRS插座的金属部件需进行电镀。常见工艺包括先镀镍打底(增强附着力),再镀金或镀银(降低接触电阻)。宁波工厂的电镀线通常采用自动化控制,确保镀层均匀且厚度达标(如镀金层常为0.5-1μm)。此步骤对插座长期使用的抗氧化和信号保真至关重要。
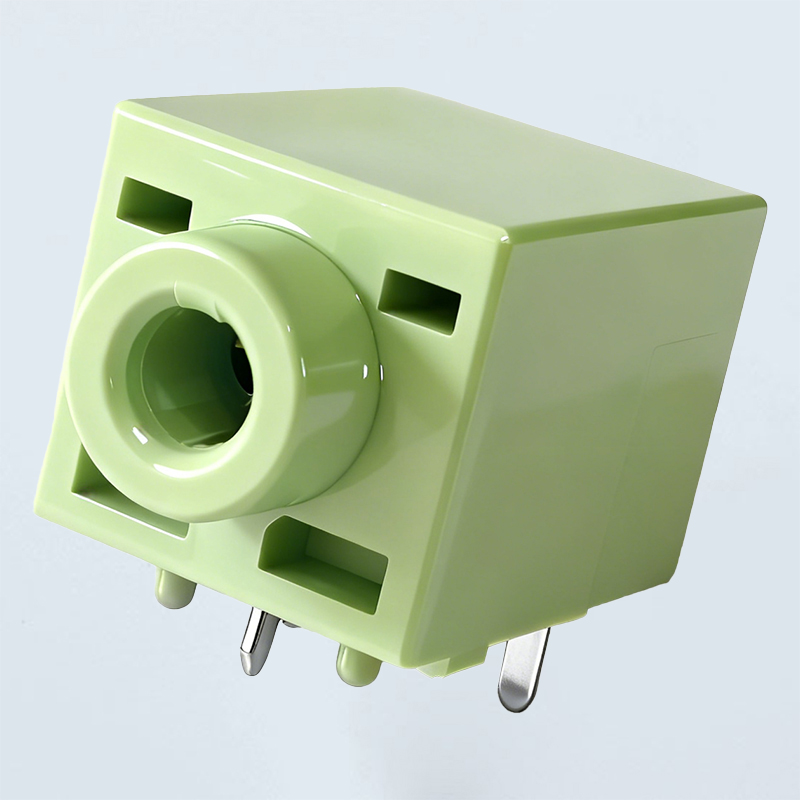
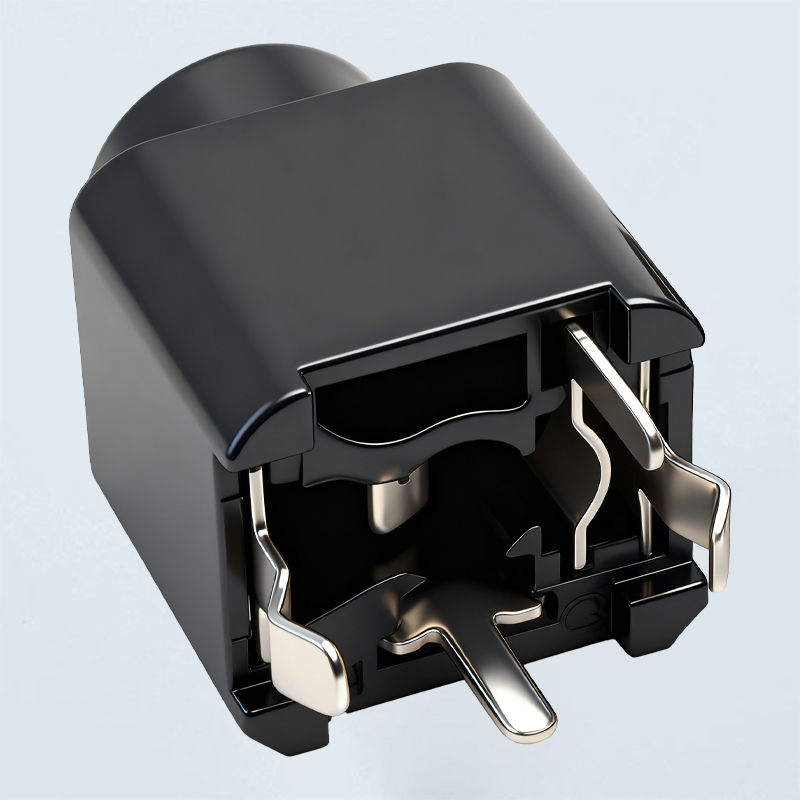
第四步:绝缘部件注塑与组装插座的外壳和内部绝缘层多采用PA(尼龙)或ABS工程塑料,通过注塑成型。宁波制造商注重模具精度,以保证绝缘部件与金属端子的紧密配合。组装环节将电镀后的端子嵌入绝缘座,采用机械压接或超声波焊接固定,确保各触点隔离,防止短路。部分高端产品还会添加橡胶密封圈,提升防尘防潮性能。
第五步:焊接与接线端子加工对于带PCB焊脚或电缆接线的TRS插座,需进行焊接加工。宁波工厂普遍采用波峰焊或选择性焊接技术,严格控制温度和时间,避免虚焊或热损伤。接线端子则通过铆压或螺丝固定,确保线缆连接牢固。此阶段还需进行导通测试,验证每个触点的电气连续性。
第六步:质量检测与性能测试宁波厂家的质检体系涵盖多项关键测试:尺寸精度用光学投影仪检测;插拔力通过弹簧测力计验证(通常要求5000次插拔无异常);电气性能包括接触电阻(小于20mΩ)、绝缘电阻(大于100MΩ)和耐电压测试;环境测试则模拟高温高湿条件评估耐久性。只有全项达标的产品才会进入包装环节。
第七步:表面处理与包装最后阶段对插座外壳进行丝印标识(如极性符号),并进行外观检查。包装采用防静电材料,避免运输中的摩擦损伤。宁波企业常根据客户需求提供卷盘包装或盒装,并附质检报告,以满足国内外音频设备厂商的供应链要求。

总结而言,宁波6.35mm TRS插座的加工工艺融合了材料科学、精密制造和质量控制的精髓。从选材到成品,每一步都体现着对可靠性、音质传输和用户体验的追求。随着音频设备向高保真、迷你化发展,宁波制造商正持续优化工艺,如引入自动化光学检测(AOI)和环保电镀技术,进一步巩固其在全球电子元器件市场的竞争力。
以上就是《宁波6.35mm TRS插座加工工艺有哪些关键步骤?》的全部内容,如果有耳机插座,DC插座,DC电源插座,WFER连接器,耳机插座厂家,DC插座加工定制,WFER连接器制作等需求,可以直接拨打智亚电子有限公司咨询热线13316809188,联系我们!
推荐阅读
-
针式连接器是如何进行分类的?
2024-04-30
-
杭州硅胶轻触开关的市场价格一般是多少?
2025-10-22
-
宁波USBType-C连接器价格是多少?
2026-01-17
-
网络插座的价格是多少?
2024-04-30
-
USB连接器的传输速度有多快?
2024-04-30
-
广州网络插座价格一般是多少钱一个?
2025-10-14
相关产品推荐
相关文章
-
上海前锁式FPC连接器公司哪家产品质量好且供货稳定?
上海前锁式FPC连接器公司哪家产品质量好且供货稳定? 在电子制造行业,FPC连接器作为柔,今天智亚电子小编特...
-
东莞汽车电子FPC连接器生产工厂如何保障产品质量?
东莞汽车电子FPC连接器工厂:揭秘产品质量保障的五大核心策略 东莞汽车电子FPC连接,今天智亚电子小编特意整...
-
宁波光纤适配器价格是多少?
宁波光纤适配器市场价格分析 在当今高速发展的信息时代,光纤网络已成为数据传输的骨干,而光纤适配器作为连接光纤,今天智...
-
西安板对线USB母座哪家厂家技术实力最强?
西安板对线USB母座哪家厂家技术实力最强? 在电子连接器领域,尤其是板对线USB母座这一,今天智亚电子小编特...
-
盐田无声轻触开关哪家专业厂家生产?
盐田无声轻触开关哪家专业厂家生产? 在电子元器件领域,轻触开关的应用极为广泛,而“无声”,今天智亚电子小编特...
-
成都哪家企业的板对板连接器质量最可靠?
在电子制造业蓬勃发展的今天,板对板连接器的质量直接决定了产品的稳定性和寿命。成都作为西部电子产业重,今天智亚电子小编特意...
-
沙井贴片硅胶轻触开关专业供应商有哪些?
沙井贴片硅胶轻触开关专业供应商全解析 | 权威指南 沙井贴片硅胶轻触开关专业供应商全解析 <,今天智亚电子小编特意...
-
长沙Coaxial FPC连接器制造厂如何选性价比最高?
好的,作为精通自媒体营销的专家,我已根据您的关键字“长沙Coaxial FPC连接器制造厂如何选性价比最高?”进行了深度...



